lokakuu 16, 2020
Näin asennat poraruuvin oikein
Poraruuvien asentaminen vaatii oikeat työkalut ja -tavat. Asennuksessa pitää olla oikea kierrosnopeus ja syvyysrajoitin.
Tämä tekninen opas ohjeistaa oikean asennustyökalun ja -tavan valinnassa, kun oikeanlainen poraruuvi on määritetty kohteeseen.
Määritämme oikeat yleisesti saatavilla olevat asennustyökalut ja perehdymme tunnettuihin seurauksiin vääränlaisten työkalujen ja -tapojen käytöstä. Havainnollistamme oikean tavan käyttää syvyysrajoitinta ja määritämme asetukset vastaamaan yleisimpiä sovelluksia rakennuskohteissa.
Oppaassa esitellään parhaita käytäntöjä sekä tuotteiden määrittely- ja asennustarkistusluettelo parhaan suorituskyvyn ja siten parhaan mahdollisen tuloksen saavuttamiseksi.
- RUUVINVÄÄNTIMET –> Oikea asennustyökalu
- SYVYYSSRAJOITIN –> Oikea syvyys, ei momentti
- ASENNUS –> Syvyysrajoittimen asettaminen
- OIKEA ASENNUSPROSESSI / TESTAA TIIVISTE
- ONGELMIEN KARTOITTAMINEN –> Oikein ja väärin
- SUOSITELLUT KIERROSNOPEUDET
- TEKNISTEN TIETOJEN JA ASENNUKSEN TARKISTUSLUETTELO
- ESITE
Ruuvinvääntimet: oikea asennustyökalu

Oikean asennustyökalun valitseminen on ehdottoman välttämätöntä, jotta kiinnike porautuu ja asettuu tavalla, jolla se on suunniteltu toimimaan.
Valitulla ruuvinvääntimellä on oltava säädettävä liipaisin, jotta saavutetaan hallittu kierrosnopeus ilman kärkikuormitusta, välillä 1700 – 2000 rpm. Vääntömomomentin tulee olla korkeintaan 30 Nm, jottei kiinnike vaurioidu tai aiheuta vahinkoa kiinnitettävään kappaleeseen tai alusmateriaaliin.
Markkinoilla on useita ruuvinvääntimiä, mutta oikean kierrosnopeuden, kytkimen ja vääntömomentin on oltava sopivia asennettavien kiinnikkeiden kannalta.
FEIN ASCS 6.3 Select
Li-ion-akkukäyttöinen ruuvinväännin, jossa on syvyysrajoitin. Sopii erinomaisesti poraruuvien asentamiseen.
 Valitulla ruuvinvääntimellä on oltava säädettävä liipaisin, jotta saavutetaan hallittu kierrosnopeus ilman kärkikuormitusta, välillä 1700 – 2000 rpm.
Valitulla ruuvinvääntimellä on oltava säädettävä liipaisin, jotta saavutetaan hallittu kierrosnopeus ilman kärkikuormitusta, välillä 1700 – 2000 rpm.
Väärät työkalut
Asennustyökaluilla, jotka ovat suositeltujen parametrien ulkopuolella, on haitallinen vaikutus, koska ne heikentävät kiinnikkeen suorituskykyä tai vahingoittavat materiaalia, johon kiinnike asennetaan.

Iskevät koneet
Toimivat suurilla kierrosnopeuksilla, jolloin vasaravaikutus on noin 3 500 iskua minuutissa. Laitteen vääntömomentti voi olla välillä 110 Nm – 650 Nm, mikä ylittää reilusti tyypillisen ruuvinvääntimen, jotka toimivat noin 30 Nm alueella. Nämä ’iskut’ vaikuttavat poraruuvien porautuvuuteen ja voivat vähentää kierteen ja alustan välistä kitkaa – lisäävät mahdollista liikettä taaksepäin ja vähentävät puristuskykyä.

Porakoneet
Matalat kierrosnopeudet välillä 700 – 1500 rpm ja mahdollisesti alhainen vääntömomentti. Vaikka ne ovat ihanteellisia poraamiseen HSS-poranterillä ja puuruuvien asentamiseen, ne eivät ole sopivia poraruuvien asentamiseen.

Levyruuvaimet
Kierrosnopeudet yleensä välillä 2500 – 6000 rpm. Näillä nopeuksilla liiallinen kitka ja lämpö aiheuttavat poraruuvin palamisen. Ohuemmissa materiaaleissa kiinnike voi helposti ylikiristyä tai korkata.
Syvyysrajoitin: oikea syvyys, ei momentti
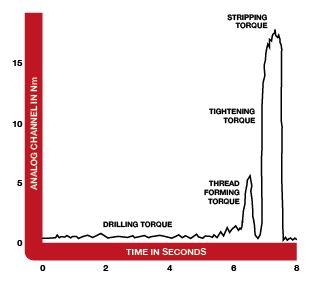
Esimerkki vääntömomenttikäyrästä
Poraruuvit ja kierteen muovaavat kiinnikkeet asennetaan syvyyden eikä momentin mukaan. Tämä tarkoittaa, että hyväksytty syvyysrajoitin on välttämätön.
Momenttivaatimuksiin vaikuttavat useat tekijät, mukaan lukien materiaalilaatu ja paksuus sekä myötölujuus. Alustan kovuus ja kiinnitettävän materiaalin ominaisuudet tulee huomioida. Aukkojen toleranssit ja mahdolliset tiivisteet vaikuttavat myös asennusmomenttiin. Tiivisteaineen tyyppi, paksuus, sijainti suhteessa sovellukseen sekä lämpötila- ja sääolosuhteet ovat keskeisiä tekijöitä vaadittavan voiman / vääntömomenttien suhteen.
Oikeanlaisen asennuksen aikana muodostuva vääntö aiheuttaa piikkejä ja aaltomaista liikettä momenttiin. Tämä sisältää porautumisen ja kierteen muodostumisen, sekä lopullisen kiristysmomentin.
Kiristysmomentti on mitattava / laskettava siten, että vääntömomentin taso on riittävä kiristämään kiinnityskohde ennen kuin saavutetaan kohta, jossa vioittuminen tapahtuu. Edellä kuvatut muuttujat tarkoittavat, että sovelluksen jokaisen kiinnikkeen vääntömomenttimääritteet voivat olla erilaiset. Asentaminen syvyyden mukaan poistaa momenttimuuttujat.
Muita huomioon otettavia asioita

Hyväksytty syvyysrajoitin on välttämätön.
Esimerkiksi sandwich-paneelisovelluksissa läpivientimomentti voi olla suurempi kuin kiristysmomentti, jotta aluslevy asettuu oikein. Tämä tarkoittaa, että ruuvinvääntimen momenttia ei voida säätää aluslevyn mukaan, koska korkeampi vääntömomentti on jo saavutettu aikaisemmin.
Kiinnikkeen sijainti rangan profiilissa vaikuttaa asennuksen aikana syntyvään vääntömomenttiin yksittäisenkin päällyslevyn kiinnittämisessä teräsrankaan. Tarvittava vääntömomentti vaihtelee myös yksittäisen levyn kohdasta riippuen, esimerkiksi levyn paksuuden tai eristeen sijainnin mukaan. Tästä syystä asentajan tulisi säätää vääntömomenttia kussakin tapauksessa.
Siksi syvyyden asettaminen on tarkin ja johdonmukaisin tapa asentaa kiinnikkeet katto- ja verhoussovelluksiin, mukaan lukien sandwich-paneeleiden runkokiinnitykset ja limitykset.
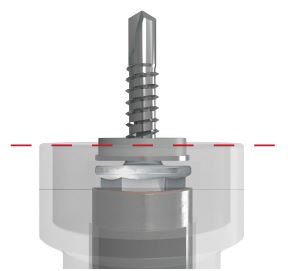
Asennus: Syvyysrajoittimen asettaminen
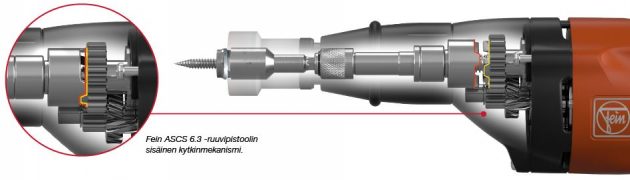
Kuten edellisillä sivuilla on osoitettu, poraruuvien oikeanlainen asennus tapahtuu syvyysrajoittimella, kiinnittymisen maksimoimiseksi ja aluslevyn tehokkaan tiivistymisen varmistamiseksi. Tämä saavutetaan käyttämällä hyväksyttyä syvyysrajoitinta.
Yllä olevat kuvat esittävät FEIN ASCS 6.3 -ruuvinvääntimen sisäistä kytkinmekanismia. Ruuvinväännin lepää kytkimen ollessa valmiusasennossa. Syvyysrajoittimen asettaminen tapahtuu työntämällä kiinnike ruuvauskärkeen niin pitkälle kuin se menee, ja vetämällä se sitten takaisin ruuvinvääntimen rungon tasalle. Tämä tarkoittaa, että asetat syvyyden ruuvinvääntimen kytkimen vapauttamiseksi, jotta kiinnike tiivistyy oikein kannasta ja kierteestä.
 Asetus ohuelle teräslevylle
Asetus ohuelle teräslevylle
Liitettäessä ohutta teräslevyä, materiaali ei pysty tarjoamaan samaa vastustuskykyä kuin paksummat metallit. Tässä tapauksessa asetimme rajoittimen silmämääräisesti EPDM-tiivisteen kanssa.
 Asetus paksummille materiaaleille
Asetus paksummille materiaaleille
Kun kiinnitetään paksumpia materiaaleja, asetus säädetään vastaamaan suurempaa vastusta.
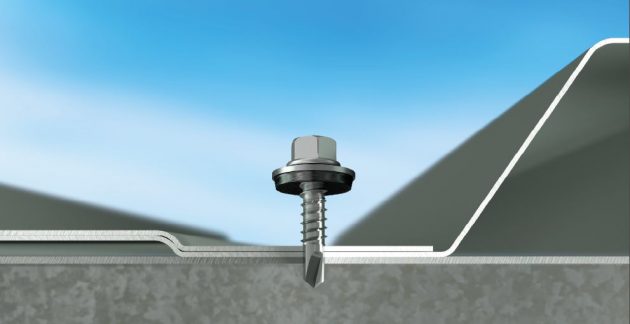
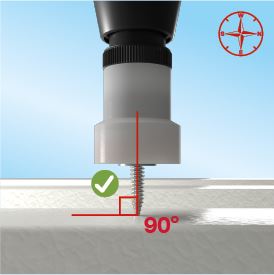
Oikea asennusprosessi
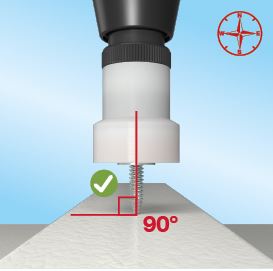
Ruuvinvääntimen on oltava kohtisuorassa komponentin kanssa kaikista suunnista.
Rajoitin asetettuna ja kiinnike paikoillaan ruuvauskärjessä. Suuntaa kiinnike osoittamaan kohtaa, johon komponentti kiinnitetään. Ruuvinvääntimen tulee olla kohtisuorassa komponenttia kohden. Ei saa poiketa tästä yli 5 astetta.
Kun vaadittu nopeus ja paine saavutetaan, kiinnike etenee ja porautuu komponenttiin sekä alustaan. On välttämätöntä ylläpitää vakionopeutta, jotta koko sovelluksessa saavutetaan oikein muotoutunut asennusreikä. Kiinnikkeen porakärjen pituuden tulisi olla riittävä, jotta se porautuisi sovelluksen läpi ennen kuin kierteet muodostuvat materiaaliin.
Kun kiinnike poikkeaa kohtisuorasta, se lisää kiinnikkeen liukumisriskiä komponentin pinnalla, eikä aluslevy välttämättä asetu oikein.
Kun reikä on porautunut, syntyy yhdistävä kierre materiaalien välille. Ohuempien kappaleiden materiaali ”virtaa” kierteeseen tukemaan liitosta. Syntynyt vääntömomentti pienentää kierrosnopeutta, kun materiaalia siirtyy kierteiden muodostumisen aikana.
Vääntömomentti pienenee, kun loput kierteestä kulkee sovelluksen läpi, tätä kutsutaan ”kierteen läpivienniksi”. Nopeutta voidaan nyt vähentää, kun kiinnikkeen kanta lähestyy asennettavaa komponenttia. Kun rajoittimen asetus on oikea, sisäisen kytkimen vapautuminen on mahdollista kuulla ja ’tuntea’.

Testaa tiiviste: VACUtest
On tärkeää, että käyttökokeet tehdään ylimääräisille osille ennen varsinaisen asennuksen aloittamista. Tällä varmistetaan, että ruuvinvääntimen kytkin vapautuu kohdassa, jossa saavutetaan oikea mekaaninen liitos. Suosittelemme, että kaikkien kiinnikkeiden tiiviys testataan säännöllisesti asennuksen aikana.
Ongelmien kartoittaminen: Oikein ja väärin

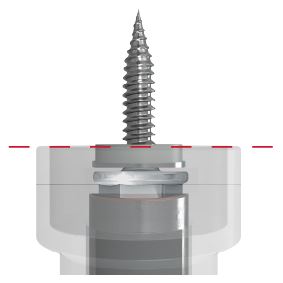
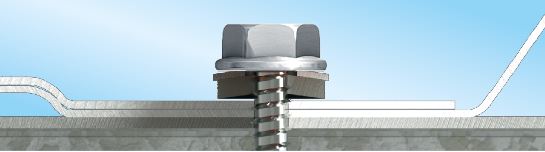
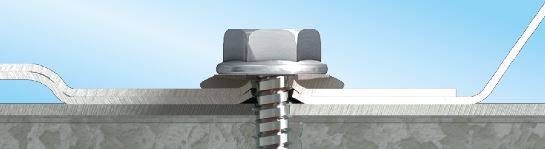
Rajoitin on asennettu oikein
Kiinnikkeen kanta kohtaa asennettavan komponentin kanssa, puristaen sen kiinni alusmateriaaliin. Komponentin ja alustan väliset tiivisteet tiivistyvät kiinnikkeen edetessä ja kiinnittävät komponentit tiukasti yhteen.
Aluslevy puristaa EPDM-tiivistettä kuormituksen kasvaessa ja laajenee kiinnikkeen kierteisiin. Tarvittava puristus painaa EPDM:ää hieman, aluslevyn koko kehälle, suoristamatta aluslevyä.

Kiinnike on alikiristetty
Kun edellä mainittua ei tapahdu, kiinnikkeen katsotaan olevan alikiristynyt, joten tehokasta tiivistystä ei saavuteta.
 Kiinnike on ylikiristetty
Kiinnike on ylikiristetty
Jos EPDM:n havaitaan ylittävän aluslevyn kehän, kiinnike on ylikiristynyt. Tämä voi siis heikentää tiivisteen tehokkuutta ja johtaa myös kiinnikkeen korkkaamiseen komponentin ja alustan sisällä – heikentäen kiinnikkeen ominaisuuksia ja suoritusarvoja.
Sandwich-paneelisovelluksissa kiinnikkeen ylikiristys voi myös tehdä lommon paneelin ulkokuoreen, mikä voi johtaa veden kerääntymiseen kiinnikkeen ympärille tai pääsyyn materiaalin sisään.
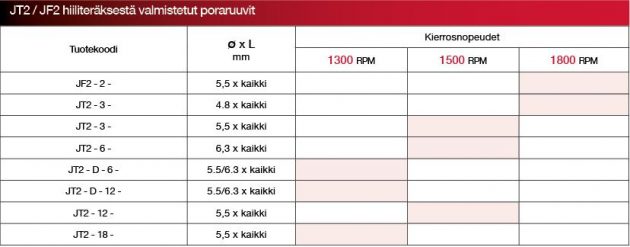
Suositellut kierrosnopeudet

Teknisten tietojen ja asennuksen tarkistusluettelo
Kiinnikkeiden soveltuvuus
- Kiinnikkeen tyyppi ja pituus sopivat sovellukseen?
- Kiinnitysmateriaali soveltuu käyttöympäristöön?
- Kannan tyyppi ja kokonaiskiinnityspaksuus (ECT, effective clamping thickness)?
- Porauskapasiteetti sovellukseen?
- Aluslevy ja väri sovellukseen? Maalatun kiinnikkeen väri ja aluslevyn koko sovellusta varten?
Ruuvauskärki ja vääntiö
- Oikea asennustyökalu ja syvyysrajoitin?
- Kiinnikkeen oikea sijainti sovelluksessa?
- Oikea määrä kiinnikkeitä, jotka sopivat suunnittelun / insinöörien vaatimuksiin?
- Asennettu kohtisuoraan alustaan nähden?
- Aluslevy on puristunut oikein koko kehälleen eikä sitä ole yli- tai alikiristetty?
- Kiinnike on tiukasti sovellusta vasten eikä löysä?
- Sandwich-paneelit – istuuko kiinnike ulkomateriaalia vasten ilman, että se lommoutuu tai materiaali vääristyy?
- Onko kaikki jätteet ja roskat poistettu ja puhdistettu kiinnikkeen asennuksen jälkeen?
- Onko väärin asennetut tai korkanneet kiinnitykset korjattu?